Сервисное обслуживание и проковка дисковых пил
Заточка и ремонт дисковых пил на новом оборудовании 2017года выпуска.
Высокая точность позиционирования тв.спл. пластин зубьев ± 0,03мм.
Качественные тв.спл. пластины CERATIZIT.

Стоимость работ в данной таблице указаны без учета НДС
Проверка на тарельчатость производиться по просьбе заказчика.* удаление изношенного зуба, подготовка основания под зуб, напайка нового зуба, заточка по 4-м граням.
Замена зубьев пилы производится на современном высокоточном оборудовании, методом индукционного нагрева. Правка пил заключается в устранении местных дефектов — выпучин, изгибов, тугих и слабых мест и придании диску плоской формы. Сначала устраняются дефекты, нарушающие плоскостность пилы: изгибы, складки, выпучины. Далее устраняются тугие и слабые места.
В производственных условиях часто приходится иметь дело с круглыми пилами, имеющими различные общие и местные дефекты: слабые, тугие места, выпучины, местные и общие искривления. Подготовка таких пил включает устранение дефектов, придание пилам необходимой плоскостности, а затем проковку. Пилоправы нашей компании совмещают устранение отдельных дефектов методом проковки с общей проковкой пилы. Способы и приемы выявления и устранения дефектов различны и зависят от вида дефектов, причин, вызвавших их возникновение, и от места расположения дефектов на пиле. Небрежная проковка пилы неопытными пилоправами может вызвать возникновение различных дефектов, которые потребуется устранять. Устранение местных дефектов создает в диске сложные остаточные напряжения, что значительно усложняет проковку.
Часто встречающиеся дефекты пильных дисков:
1. Односторонняя проковка;
2. Выпучины;
3. Отгиб зубчатой кромки;
4. Складки на зубчатой кромке;
5. Слабые места;
6. Тугие места;
7. Крыловатость;
8. Восьмерка;
9. Искривление средней зоны пилы;
10. Искривление средней зоны и кольца зубчатой кромки.
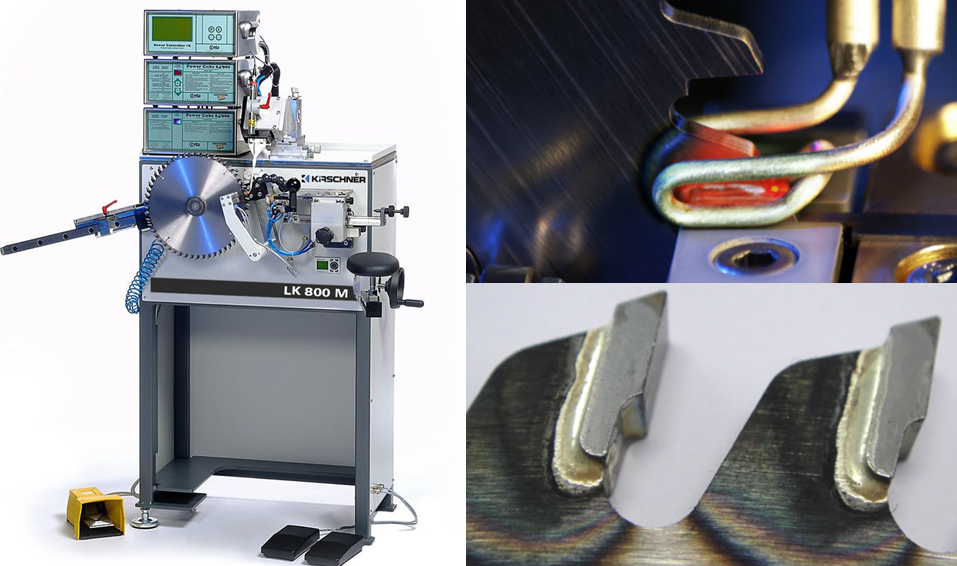
Односторонняя проковка и ее устранение. Если при наложении пилоправной линейки в одном положении пила дает большую световую щель, а в другом имеется выпуклость или пила находится в плоском состоянии, то это свидетельствует о наличии односторонней проковки, полученной вследствие более сильной проковки первой проверяемой стороны, по которой наносились удары молотком (рис. 1).
Рисунок 1. Пила, имеющая одностороннюю проковку:
1 – положение пилы клеймом вверх; 2, 3 – то же клеймом вниз
В процессе работы вследствие трения выпуклой стороны пилы о стенки пропила средняя зона диска нагревается, что приводит к еще большему увеличению выпуклости и вызывает нарушение работы пилы. Кроме того, даже при симметричном боковом усилии с каждой стороны такая пила будет отклоняться в сторону своей вогнутости, поскольку в этом направлении она хуже сопротивляется усилиям в направлении подачи. Последнее обстоятельство может привести к значительному отклонению пилы в сторону и, следовательно, к дефектам распиловки.
Исправление слишком большой выпуклости, которая может произойти при односторонней проковке пилы, производится нанесением ударов по среднее ее части с выпуклой стороны. Если при этом середина пилы становится слишком слабой, излишнюю слабину необходимо компенсировать.
Устранив тарельчатость, можно приступить к общей проковке пилы. Правку пилы целесообразно начать с устранения выпучин, изгибов, складок, затрудняющих оценку прямолинейности радиусов, диаметров и всей плоскости пильного диска в целом. Приступают к выявлению и устранению слабых, тугих мест, общей покоробленности пилы, крыловатости и других дефектов.
Выпучины и их устранения. Выпучины проявляются на пиле в виде различных выпуклостей, направленных в одну или другую сторону относительно зубьев, не меняющих направление при перевертывании пилы. Границы выпучины очерчивают мелом с выпуклой стороны. Причины, вызывающие возникновение выпучин: 1) перегрев отдельных мест пилы в процессе работы от трения отдельных участков пилы о распиливаемый материал, вызванного неожиданным перебазированием материала в процессе пиления или возникновением больших боковых усилий, приводящих к кратковременному отклонению пильного диска в сторону; 2) чрезмерная односторонняя проковка пильного диска в каком-то отдельном месте, в результате которой возникло местное нарушение равновесия напряжений с обеих сторон пилы.
При обнаружении выпучин пилу проверяют пилоправными линейками, располагая ее как в вертикальной, так и в горизонтальной плоскостях (рис. 2). Во всех положениях пильного диска выпучина сохраняет свои размеры и место расположения.

Рисунок 2. Выявление выпучины
1 – пила; 2 – линейка; 3 – выпучина при вертикальном положении пилы; 4 – выпучина при горизонтальном положении пилы клеймом вверх; 5 – выпучина при горизонтальном положении пилы клеймом вниз
При надавливании на выпучину рукой она сохраняет положение и (в отличие от слабых мест) не переходит на другую сторону пилы.
Способы устранения выпучин различны. Если она невелика, ее можно устранить путем правки на наковальне. Такую выпучину можно осадить и сделать этот участок плоским посредством ударов молотком с перекрестными бойками, нанося их от краев выпучины к ее середине.
При большом выступе выпучины требуется предварительная проковка пилы. Если выпучина осела и диск стал в этом месте плоским, необходимо слегка растянуть участки в зоне центрального отверстия и зубчатой кромки за пределами выпучины, а затем приступить к устранению других дефектов.
Из опыта эксплуатации круглых пил известно, что выпучины чаще всего возникают при нагреве отдельных участков пил. В этом случае пилу нельзя останавливать, она должна остыть в процессе вращения, тогда размеры выпучины, возникающих от нагрева пилы, уменьшатся.
Отгиб зубчатой кромки. Зубчатая кромка отгибается на каком-то участке в сторону от общей плоскости пилы. При приложении к плоскости пильного диска по направлению радиуса длинной или короткой линеек между их рабочей кромкой и пилой образуется световая щель, которая может быть направлена вправо или влево относительно направления вращения зубьев пилы, или на нас и от нас относительно той стороны пилы, на которой имеется клеймо завода-изготовителя (рис. 3).

Рисунок 3. Отгиб зубчатой кромки
1 – хребет; 2 – удары для устранения изгиба; 5 – изгиб от ослабления одного из участков зубчатой кромки; 6 – пила клеймом вверх, изгиб пошел вниз; 7 – пила клеймом вниз, изгиб кромки исчез;
8 – пила клеймом вниз, изгиб пошел вниз
Изгиб кромки новой пилы возникает по трем основным причинам: 1) из-за механического изгиба кромки в процессе пиления; 2) из-за ослабления зубчатой кромки на каком-то участке, вызвавшем возникновение в нем кольцевых сжимающих напряжений и 3) из-за односторонней проковки данного участка, вызвавшей возникновение сжимающих напряжений с одной стороны пилы. Изгиб кромки у ранее работавших пил может возникнуть и при перенасечке зубьев.
Способы обнаружения и ликвидации этих изгибов разные, поэтому, прежде чем устранять изгиб кромки, устанавливают причину его возникновения и мелом отмечают на пиле его границы.
Правильно определив причину возникновения изгиба, его довольно легко устранить. Когда границы изгиба небольшие, удары молотком нужно наносить прямо по хребту.
Устранение изгиба зубчатой кромки, вызванное чрезмерным ее ослаблением на каком-то участке, требует определенного навыка. Такой изгиб свидетельствует о наличии сжимающих напряжений зубчатой кромки.
Дефекты пилы, находящиеся в зоне зубчатой кромки, при неправильном исправлении и нанесении нежелательных чрезмерно сильных или случайных ударов молотком могут перемещаться, видоизменяться и возникать в других местах пильного диска, поэтому к исправлению дефектов необходимо относиться с осторожностью.
Складки на зубчатой кромке и их устранение. Складки возникают и проявляются в виде волнистого изгиба отдельных участков зубчатой кромки, расположенных выпуклостью в направлении радиуса или под углом к нему от периферии к центральной части пилы. При приложении короткой линейки к участку складки перпендикулярно радиусу между линейкой и пильным диском возникает с одной стороны пилы зазор, равный ширине складки в этом месте, а с другой – зазор по краям линейки, так как ее рабочая кромка размещается на наиболее высокой части (хребте) складки. При перемещении короткой линейки по направлению к центровому отверстию ширина и глубина складки уменьшаются, а затем полностью исчезают.
Складки возникают в результате сочетания сжимающих напряжений зубчатой кромки и односторонней проковки в зоне размещения складки или при местной неуравновешенности внутренних напряжений по толщине пилы в этом месте. Складки проявляются в процессе проковки пилы и при ее работе, когда возникает нагревание зубчатой кромки. В обоих случаях чрезмерные местные сжимающие напряжения возникают там, где при проковке пильного диска по какой-либо причине остались или возникли вновь не уравновешенные избыточные упругие деформации с одной стороны пилы. При сочетании этих напряжений какой-то участок деформируется.
Такую пилу снимают и устраняют возникшие складку или изгиб, иначе зона складки со временем чрезмерно нагреется и вызовет деформацию всего пильного диска.
При неправильных действиях складка всегда переходит в другое место зубчатой кромки пилы и «погоня» за ней приводит к возникновению на пильном диске других дефектов. Устранение складки начинают с нанесения ударов молотком по хребту складки или сначала по периферии, а затем по хребту.
Если при проверке пилы обнаружилось возникновение дефектов в других местах зубчатой кромки, то устранение складки этим методом прекращают, всю пилу проверяют пилоправными линейками, очерчивают границы дефектов и выбирают новую схему действий.
Слабые места и их устранение. Слабые места проявляются в виде отдельных чрезмерно растянутых (прокованных или сильно нагретых и этим ослабленных мест. Внешне они иногда напоминают выпучины, но в отличие от них могут сравнительно легко переходить на другую сторону пилы под действием внешней силы, когда пила расположена вертикально, и под действием собственного веса данного участка при горизонтальном расположении пилы.
Слабые места возникают в результате многократной правки и проковки отдельных участков пилы, часто образуются при устранении выпучин. Появление слабого места свидетельствует о наличии на этом участке больших сжимающих напряжений, а в граничных с ним участках – растягивающих напряжений. Если слабое место переходит на другую сторону и обратно только при приложении довольно большого усилия, значит чрезмерная концентрация внутренних сжимающих напряжений создала закритическое состояние. Если слабое место при вертикальном положении пилы не обнаруживается или переходит с одной стороны пилы на другую и обратно под действием незначительного усилия и под действием собственного веса (при горизонтальном положении пилы), значит, концентрация сжимающих напряжений в данном участке создала в нем критическое состояние.

Рисунок 4. Схема нанесения ударов при устранении слабых мест
1, 2 – слабые места; 5 – длинная пилоправная линейка
Слабое место обнаруживается при проверке состояния пилы в вертикальном и горизонтальном положениях (рис. 4).
Слабые места, имеющие незначительные сжимающие напряжения и находящиеся в докритическом или критическом состоянии, можно не устранять, а сделать разметку пилы и приступить к ее проковке с обеих сторон, не проковывая очерченные мелом слабые места. При этом происходит общее растяжение средней зоны пилы, которое часто ликвидирует сжимающие напряжения в зоне слабых мест, и пила приобретает правильное натяжение. Если после этого пила будет иметь чрезмерную проковку, следует удлинить зону зубчатой кромки.
Слабые места с большими сжимающими напряжениями, находящиеся в закритическом или близком к нему состоянии, а также не исчезнувшие полностью после проковки пилы, необходимо дополнительно проковать, удлиняя зоны пилы, расположенные по радиусу рядом со слабыми местами. Если после этого слабые места не исчезли, проковку этих участков повторяют.
После устранения слабых мест проверяют напряженное состояние пилы и при необходимости проковывают ее.
Тугие места и их устранение. Тугие места – отдельные участки, имеющие несимметричные односторонние или симметричные и двусторонние напряжения растяжения, сохраняющие свое положение, если пила находится в горизонтальной плоскости клеймом вверх или вниз. Тугие места возникают в результате недостаточной проковки отдельных участков пильного диска и при неравномерной проковке всей пилы в сочетании с другими дефектами, нарушающими общее напряженное состояние пилы (слабыми местами, крыловатостью и общими искривлениями). Наличие в тугих местах значительных растягивающих напряжений препятствует созданию нормальных сжимающих напряжений соседних участков средней зоны пилы. Они как бы берут на себя часть этих напряжений и этим иногда вызывают общую деформацию пильного диска или значительных его участков.

Рисунок 5. Тугие места:
1, 2 – тугие места (тугое место 2 сохранило свое положение вверх при переворачивании пилы клеймом вниз и вверх); 3, 4 – горизонтальное положение пилы соответственно клеймом вверх и вниз; 5 – вертикальное положение пилы; 6 – длинная линейка
Устраняют тугие места проковкой их на наковальне в пределах очередных границ (правка пилы методом проковки), не проковывая остальные участки. Проковку тугих мест производят пилоправным молотком с круглым бойком. После первой правки пилу проверяют. Когда пилоправ начнет интуитивно чувствовать податливость металла пилы при нанесении ударов разной силы, проверки пильного диска линейками можно делать реже.
Крыловатость и ее устранение. Крыловатость проявляется в виде общего изгиба пильного диска, напоминающего в профиль форму крыла. Крыловатость пильных дисков бывает односторонняя и двусторонняя. Односторонняя крыловатость – это изгиб пильного диска по одному из диаметров, как следствие механического изгиба, возникшего при зарезании пилы (аналогично изгибу кромки), различия в напряжениях на поверхностях пил по одному из диаметров или большого удлинения всей зубчатой кромки из-за чрезмерного нагрева в процессе пиления или заточки зубьев на форсированных режимах. В процессе работы такая пила имеет большое торцовое биение, происходят зарезания в стороны.
Односторонняя крыловатость может появиться, если пила имеет незначительную одностороннюю проковку, сопровождающуюся неравномерным распределением напряжений по толщине пилы (по одному из диаметров). В этом случае ослабление зубчатой кромки в сочетании с односторонней проковкой вызывают общий изгиб пильного диска на крыло (рис 6). Из рисунка видно, что пила, имеющая одностороннюю крыловатость, в вертикальном положении с обеих сторон имеет по одному из диаметров плотное прилегание к линейке.

Рисунок 6. Односторонняя крыловатость:
а – методы проверки и выявления крыловатости; б – способ устранения односторонней крыловатости и места нанесения ударов; 1 – положение пилы при приложении линейки с внутренней стороны крыла; 2 – то же с внешней стороны крыла по хребту; 3 – положение пилы и линейки при повороте пилы на 90 градусов относительно положения 1 с внутренней стороны крыла; 4 – то же относительно положения 2 с внешней стороны крыла;
При устранении односторонней крыловатости отмечают хребет изгиба, кладут пилу на рабочий или вспомогательный стол выпуклостью вверх и надавливают рукой на пилу около центрового отверстия. Если крыловатость возникла из-за общего изгиба, то при выпрямлении изгиба надавливанием потребуется довольно значительное усилие. При этом на других участках пилы никаких других дефектов не появляется, а после снятия усилия крыловатость восстанавливается.
Закончив обработку, пилы ее проверяют пилоправными линейками. Убедившись, что крыловатость уменьшилась и никаких новых дефектов на пиле не возникло, можно продолжить правку изменив силу удара. После каждой серии ударов пилу проверяют.
Двустороннюю крыловатость трудно распознать, она трудно поддается устранению. Этот дефект возникает при общем сильном ослаблении зубчатой кромки, наличии в отдельных местах пилы неравномерного распределения напряжений по толщине и неуравновешенных односторонних напряжений, возникающих при более интенсивной проковке одной из сторон пилы или ряда ее участков. Это в конечном итоге приводит к сложному искривлению пилы.
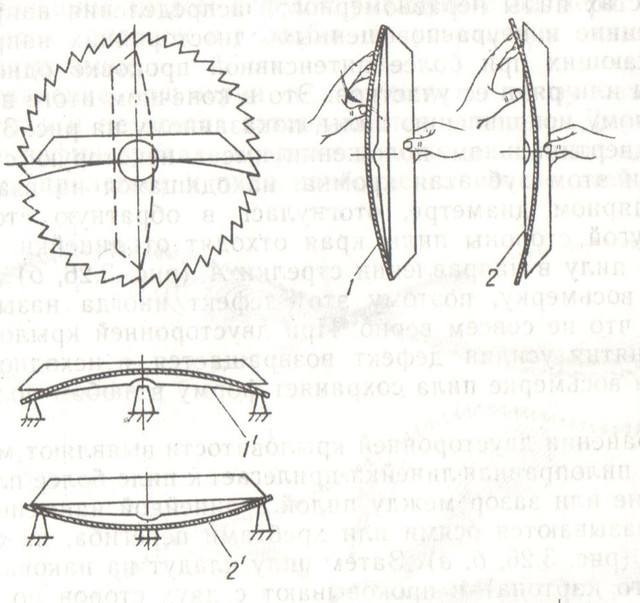
Рисунок 7. Двусторонняя крыловатость:
1, 2 – выявление двусторонней крыловатости и осей перегиба в вертикальном положении
При устранении двусторонней крыловатости выявляют места, где длинная пилоправная линейка прилегает к пиле более плотно по всей длине или зазор между пилой и линейкой наименьший. Эти места называют осями или хребтами перегиба, их отмечают мелом. Затем пилу кладут на наковальню и проковывают с двух сторон по этим осям и в непосредственной близости от них. Убедившись в эффективности принятой схемы правки, ее продолжают.
При нанесении ударов по осям перегиба дефект только фиксируется и несколько уменьшается. После этого проковывают всю среднюю зону пилы. Пила должна приобрести форму тарелки с равномерной стрелой прогиба, крыловатость – исчезнуть. Пилу слегка проковывают со стороны выпуклости.
Восьмерка и ее устранение. При этом дефекте зубчатая кромка диска в профиле напоминает восьмерку, ослаблена по всей длине. Если по такой пиле, подвешенной за центровое отверстие, ударить тыльной стороной ладони, зубчатая кромка начинает вибрировать с большой амплитудой, издавая низкий дребезжащий звук (как при крыловатости).
Восьмерка (рис. 8) в отличие от двусторонней крыловатости при надавливании легко переходит из одного положения в другое и на обратную сторону. При приложении к пиле короткой пилоправной линейки по ее радиусу крупных дефектов не обнаруживается.

Рисунок 8. Дефекты на пиле с чрезмерно ослабленной зубчатой кромкой
Устранение восьмерки и волнистости на зубчатой кромке трудоемко и не всегда заканчивается успешно. Дефекты необходимо зафиксировать в одном положении. Места, где длинная линейка прилегает к пиле наиболее плотно по всей длине, отмечают мелом и работают с этими местами. Если после этого возникает тарельчатая форма, ее устранять до определенного момента не нужно, т.к. сжимающие напряжения в зубчатой кромке не исчезли. Затем проковывают всю среднюю зону пилы.
Искривление средней зоны пилы и ее устранение. Половина центрового отверстия искривляется влево, половина – вправо, и в результате искривляется весь пильный диск (рис. 9). Этот дефект возникает: 1) из-за неравномерного растягивания металла при просечке центрового отверстия (изношены пуансон и матрица)4 2) из-за чрезмерного растяжения средней зоны пилы с образованием неравномерного распределения сжимающих внутренних напряжений по толщине пилы в зоне центрового отверстия; 3) из-за чрезмерного растяжения зубчатой кромки с одновременным неравномерным распределением по толщине пилы растягивающих внутренних напряжений в зоне центрового отверстия.

Рисунок 9. Пила с искривлением средней зоны у центрового отверстия:
а, б – искривление средней зоны пилы в разрезе
Обнаруживается дефект с помощью длинной пилоправной линейки, которую прикладывают к вертикально поставленной пиле.
Если дефект возник из-за неравномерного растяжения металла при просечке отверстия, его удается устранить проковкой пилы со стороны одной и другой выпуклости на наковальне.
Если дефект появился из-за чрезмерного растяжения средней зоны пилы и возникновения в ней неравномерного распределения сжимающих напряжений по толщине, его устраняют после ликвидации чрезмерного растяжения зубчатой кромки и последующего проковывания выступающих мест на наковальне.
Если искривление возникло при ослабленной зубчатой кромке с одновременным неравномерным распределением растягивающих напряжений в средней зоне по толщине пилы, его устраняют после ликвидации ослабления зубчатой кромки.
Искривление средней зоны и кольца зубчатой кромки, их устранение. Пила, имеющая этот дефект, приобретает форму, показанную на рисунке 10. У нее ослаблена зубчатая кромка и имеется выпуклость средней зоны около центрового отверстия. Дефект возникает из-за чрезмерного ослабления зубчатой кромки и центральной зоны пилы около посадочного отверстия.
Создаются сжимающие напряжения у зубчатой кромки и у центрового отверстия, а в средней зоне возникают напряжения растяжения. Чрезмерные сжимающие напряжения в центральной зоне приводят к выпучиванию зоны центрового отверстия, в результате центральная и периферийная зона деформируется. Такая пила к работе не пригодна.
Правка такой пилы посильна только высококвалифицированным специалистам, требует больших затрат времени, осуществляется в два и более приемов. С помощью длинной линейки выявляют участки, где зазор между линейкой и пилой наименьший, отмечают их мелом. Отмеченные зоны проковывают.
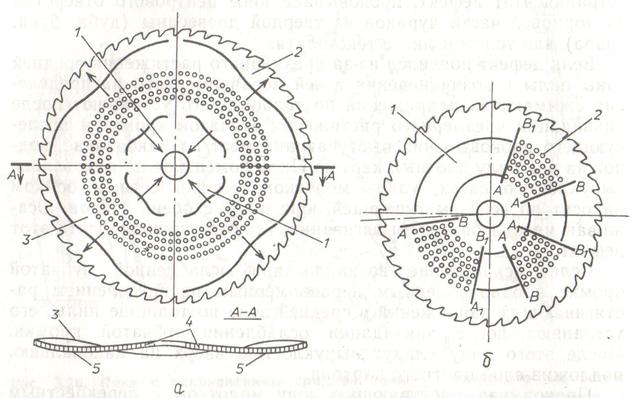
Рисунок 10. Пила с искривлением центральной зоны и зубчатой кромки:
а – вид на плоскость пильного диска по сечению А-А; 1 – плоская зона, не подлежащая удлинению; 2 – недостаточно удлиненная зона; 3 – правка средней зоны; 4 – приподнятая из-за излишнего удлинения центральная зона; 5 – зона, препятствующая натяжению кромки; б – нанесение ударов в секторах; 1 – зоны, подвергаемые нормальному натяжению; 2 – компенсирующие натяжение удары
После этого ликвидируют выпуклость в средней зоне на наковальне. Ударяя по выпуклой центральной зоне молотком, ее осаживают. Пила при этом приобретает форму тарелки с несколько ослабленной зубчатой кромкой. Если после первой серии ударов пила не изменилась, правку повторяют, увеличив силу удара.
После выравнивания зоны центрового отверстия, когда пила приобретает форму тарелки обработку центральной зоны пилы можно прекратить.
Иногда технологию правки таких пил приходится изменять. Если при правке – осаживание средней зоны пилы нужного результата получить не удалось, дополнительно проковывают сектора. Проковку ведут, пока зазор между линейкой и пилой не будет равномерным. При этом пила приобретает одностороннюю проковку, получает форму тарелки. Затем проковку доводят до нужной величины, оценивая ее по стреле прогиба.