Ленточная пила по металлу 27x0.9 M42
Пилы позволяют резать широкий спектр материалов ― от конструкционных до инструментальных и нержавеющих сталей. Усиленная спинка зуба позволяет резать как заготовки сплошного сечения, так и профильного. Положительный угол заточки облегчает врезание в материал даже на станках с недостаточным давлением подачи. Материал режущей кромки ― быстрорежущая сталь марки М42 (AISI).
Ленточная пила — многорезцовый режущий инструмент, применяемый в ленточнопильных станках. Представляет собой замкнутую гибкую стальную ленту (кольцо) с зубьями по одному из краёв.
Лента устанавливается на два вращаемых электромотором шкива станка. Ленточная пила позволяет делать прямолинейные и криволинейные пропилы.
Существуют как универсальные полотна широкого применения, так и специальные полотна, рекомендуемые для конкретных видов сталей. Область применения полотен определяется шагом зубьев (их размером), твёрдостью зубьев, геометрией зубьев, разводкой.
1. Чем крупнее заготовка, тем крупнее должны быть зубья на подобранной пиле. Сплошной металл больших размеров режется крупными зубьями. Для снижения резонансных явлений и увеличения диапазонов длин резания одной пилой используется переменный шаг зубьев (зубья разной крупности на одном полотне).
2. Твёрдость зубьев. Обычно повсеместно используется полотно с обозначением М42 (твердость кромки зубьев по Виккерсу 950 ед.). Для резания инструментальной стали рекомендуется полотно с повышенной твёрдостью зубьев М71 (максимально высокая твердость кромки зубьев, по Виккерсу 1000 ед.) или M51.
3. Геометрия зубьев: профиль зуба и угол заточки. Например, для резания труб и профильных материалов (уголок, швеллер и другие конструкции) характерны вибрации и ударные воздействия, приводящие к скалыванию зубьев обычных полотен, поэтому рекомендуется полотно с усиленными спинками зубьев. Для резания нержавеющей стали, характеризующейся вязкостью (вязкий материал, вязкая стружка) рекомендуется полотно с острым углом заточки 15 % и большим межзубьевым пространством.
4. Разводка зубьев: для резки крупных размеров сплошного металла рекомендуется полотно с чередованием широкой и узкой разводки зубьев во избежание эффекта защемления.
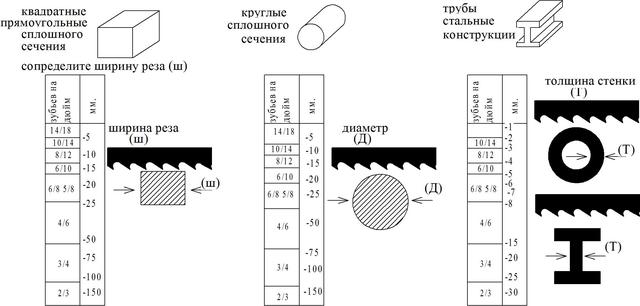
Рекомендации по выбору шага зуба пилы
1. Исходя из формы заготовки, выберите нужную таблицу.
2. Выбрав необходимый размер заготовки, подберите подходящий шаг зуба.
Процедура обкатки ленточной пилы
Целью обкатки ленточной пилы является формирование микрорадиуса и, как результат, упрочнение режущей кромки. Данная процедура позволяет увеличить стойкость инструмента более чем на 40%.

Для биметаллических ленточных резание должно начинаться при скорости опускания пильной рамы (подача) 50% и скорости вращении ленточной пилы 80-90% от рабочих параметров. При возникновении вибрации необходимо постепенно снижать скорость вращения пилы до ее полного устранения. Если вибрации не устраняются, необходимо проверить состояние станка, качество СОЖ, а также характеристики разрезаемого материала. После полного врезания пилы в заготовку требуется постепенно увеличивать подачу для того, чтобы выйти на рабочие режимы при суммарной площади резания 50-100 квадратных сантиметров на один погонный метр длины пилы. При резании углеродистых сталей обкатку пилы целесообразно увеличивать на 30-40%. С увеличением прочности обрабатываемого материала время обкатки снижается, а режимы увеличиваются.
Для твердосплавных ленточных пил резание нужно начинать при скорости опускания пильной рамы 40% и скорости вращения ленточной пилы 70% от рабочих параметров. После полного врезания в заготовку требуется постепенно увеличивать подачу для того, чтобы выйти на рабочие режимы при суммарной площади резания 150-200 квадратных сантиметров на один погонный метр длины пилы. Скорость вращения повышается, но не более чем на один метр за раз.
При использовании в качестве охлаждающей системы «масляный туман» скорость необходимо снижать на 15% от рабочих, при резании без подачи СОЖ на 50%.
При резании заготовок с твердостью 20-24 HRC рекомендуется снижать скорость на 10%, с твердостью 24-28 HRC на 20%, 28-32 HRC на 40%, свыше 38 HRC на 50%.